
پلیآمید (PA6) یکی از محبوبترین پلیمرهای مهندسی است که به شکل میلگرد در کارگاهها و کارخانههای قطعهسازی استفاده میشود. میلگرد پلی آمید به خاطر استحکام مناسب، مقاومت سایشی و وزن سبک جایگزین خوبی برای فلزات در بسیاری از کاربردها شده است. اما یک مشکل مهم وجود دارد: تراشکاری پلیآمید برخلاف فلزات همیشه ساده نیست. اگر تجربه کافی وجود نداشته باشد، نتیجه کار میتواند شامل سطح خراشخورده، لبههای ترکدار یا تغییر شکل قطعه باشد. برای همین، دانستن چند ترفند ساده میتواند تفاوت بزرگی در کیفیت خروجی ایجاد کند. در ادامه پنج نکته کلیدی و کاملاً عملی برای تراشکاری میلگرد پلیآمید را بررسی میکنیم.
انتخاب ابزار مناسب برای تراشکاری میلگرد پلی آمید
اولین و شاید مهمترین نکته، انتخاب اینسرت تراشکاری منوال یا ابزار مناسب است. بسیاری از تراشکارها از ابزارهای عمومی فلزات برای پلیآمید هم استفاده میکنند، اما نتیجه معمولاً رضایتبخش نیست. پلیمرها نسبت به زاویه برش، تیزی ابزار و پولیش سطح لبه حساس هستند. اگر تیغچه کمی کند باشد یا زاویه آزاد درستی نداشته باشد، پلیآمید به جای برادهبرداری صاف، شروع به کشیده شدن میکند و سطح خراش پیدا میکند. بهترین انتخاب، تیغچههای تیز با لبه پولیشخورده و زاویه برش مثبت هستند. این تیغچهها برش تمیزتری میدهند و باعث میشوند سطح قطعه شفاف و صاف باقی بماند.
کنترل سرعت و عمق برش برای جلوگیری از ترک
یکی از خطاهای رایج در تراشکاری پلیآمید، استفاده از سرعتهای خیلی بالا یا عمق برش زیاد است. پلیآمید به دلیل خاصیت ارتجاعی و گرمایی خود، اگر بیش از حد تحت فشار یا حرارت قرار بگیرد، در لبهها ترک یا تغییر رنگ پیدا میکند. بهویژه در سریتراشی CNC که سرعت تولید بالاست، این مشکل بیشتر دیده میشود. برای جلوگیری از آن باید تعادل در سرعت و عمق برش رعایت شود. سرعت اسپیندل متوسط همراه با پیشروی ملایم، بهترین نتیجه را به همراه دارد. همچنین بهتر است چند پاس کمعمق به جای یک پاس عمیق زده شود تا هم سطح نهایی سالم بماند و هم خطر ترکخوردگی کاهش پیدا کند.
استفاده از خنککاری مؤثر برای جلوگیری از داغ شدن سطح
گرما دشمن اصلی پلیمرها در فرآیند ماشینکاری است. وقتی سطح میلگرد پلیآمید آلمانی بیش از حد گرم شود، علاوه بر تغییر رنگ، ممکن است دچار تغییر شکل یا حتی ذوب سطحی شود. راهکار این مشکل، استفاده از سیستم خنککاری مناسب است. تراشکارها میتوانند از هوای فشرده، اسپری خنککننده یا مایع برش استفاده کنند. البته باید توجه داشت که برخی خنککنندهها با پلیمرها سازگار نیستند و ممکن است باعث تغییر خواص سطحی شوند. بنابراین، بهترین گزینه معمولاً استفاده از هوای فشرده یا اسپریهای خنثی است که هم سطح را خنک نگه دارند و هم مانع از ایجاد خراش ناشی از اصطکاک شوند.
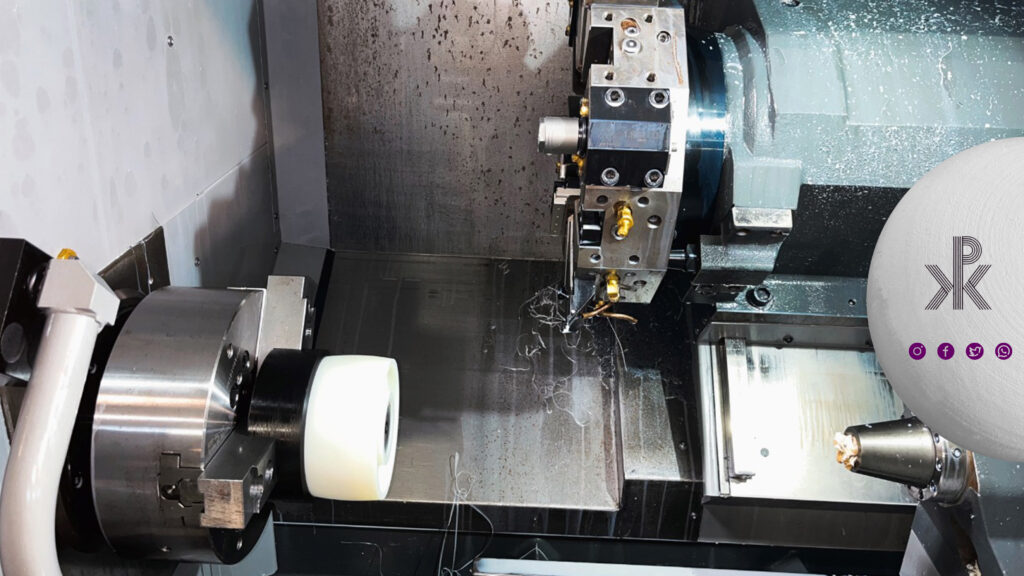
فیکسچرینگ و بستن صحیح میلگرد پلی آمید روی دستگاه
یکی از دلایل اصلی تاببرداشتن یا ترکخوردن میلگرد پلی آمید در حین تراشکاری، بستن نادرست میلگرد در سهنظام یا فیکسچر است. چون پلیآمید نسبت به فشار نقطهای حساس است، اگر قطعه بیش از حد سفت گرفته شود، احتمال ترک در نواحی فشرده شده وجود دارد. راهحل این است که فشار سهنظام بهطور یکنواخت تنظیم شود و در صورت نیاز از لایههای محافظ نرم بین فک و قطعه استفاده شود. همچنین برای قطعات بلند، استفاده از سنتراستدی (steady rest) کمک میکند تا لرزش و انحراف به حداقل برسد. این نکته ساده اما حیاتی میتواند کیفیت سطح نهایی را بهطور چشمگیری بهبود دهد.
محصول پیشنهادی:
مشاوره رایگان و دریافت لیست قیمت ورق پلی آمید PA تولید آلمان، چین و کره در فروشگاه پکیلون
پولیش سطح و پرداخت نهایی برای جلوگیری از خراش
حتی اگر تمام مراحل قبلی را درست انجام دهید، ممکن است سطح قطعه در پایان کمی خطوط ریز یا خراش داشته باشد. برای رفع این مشکل، مرحله پرداخت نهایی اهمیت زیادی دارد. تراشکاران حرفهای معمولاً از پولیش نرم، کاغذ سنباده دانهریز یا حتی شعلهپولیش سبک برای ایجاد سطح براق و بدون خط استفاده میکنند. این مرحله علاوه بر زیبایی، مقاومت سطحی قطعه را هم افزایش میدهد و احتمال شروع ترک از خراشهای ریز را کاهش میدهد. بهویژه در قطعاتی که قرار است در سیستمهای مکانیکی حساس یا در معرض سایش قرار بگیرند، این مرحله کلیدی است.

تراشکاری بدون دردسر میلگرد پلی آمید
ماشینکاری میلگرد پلیآمید (PA6) اگر با تجربه و رعایت جزئیات همراه باشد، میتواند خروجی باکیفیت و بدون خراش یا ترک ایجاد کند. انتخاب ابزار مناسب، کنترل سرعت و عمق برش، استفاده از خنککاری صحیح، فیکسچرینگ استاندارد و پرداخت نهایی، پنج گام ساده اما کاربردی هستند که هر اپراتور تراش CNC یا تراشکار سنتی باید به آنها توجه کند. رعایت این نکات نهتنها کیفیت قطعه را بالا میبرد، بلکه از اتلاف زمان و هزینه ناشی از دوبارهکاری هم جلوگیری میکند.
اگر در کارگاه خود با مشکلاتی در تراشکاری میلگرد پلی آمید یا دیگر پلیمرهای مهندسی مواجه هستید، همین حالا به صفحه میلگرد پلی آمید و خدمات سریتراشی CNC ما سر بزنید و چکلیست نکات فنی پلیمرها در ماشینکاری را رایگان دانلود کنید. این راهنما به شما کمک میکند خطاهای رایج را کاهش دهید و با سرعت و دقت بیشتر تولید کنید.



